
Wpływ obróbki skrawaniem na umocnienie zgniotowe stali austenitycznych w aplikacjach morskich
Kluczowe wnioski:
- Problem: Stale nierdzewne (np. 304, 316) używane na statkach i platformach mają tendencję do utwardzania się na powierzchni, jeśli obróbka skrawaniem jest prowadzona niewłaściwie (tzw. „głaskanie” materiału tępym narzędziem).
- Skutek w środowisku morskim: Utwardzona, pełna naprężeń warstwa wierzchnia staje się krucha. W połączeniu ze słoną wodą prowadzi to do błyskawicznej korozji naprężeniowej i pękania wałów, śrub czy zaworów.
- Rozwiązanie: Agresywna strategia obróbki – odpowiednio duże posuwy, bardzo ostre narzędzia z dodatnim kątem natarcia i wydajne chłodzenie zapobiegające zmianom w strukturze krystalicznej.
- Wniosek: Nawet najlepszy materiał z certyfikatem stoczniowym zardzewieje lub pęknie, jeśli zostanie „przypalony” podczas produkcji. Liczy się know-how wykonawcy.
Spis treści
- Czym jest umocnienie zgniotowe i dlaczego dotyczy morskiej „nierdzewki”?
- Ciekawostka: Kiedy zgniot jest pożądany? (Przypadek stali Hadfielda i Hardox)
- Mechanizm awarii: Jak błędy na maszynie niszczą strukturę stali
- Aplikacje offshore: Dlaczego słona woda nie wybacza błędów?
- Narzędzia i chłodziwo – jak zachować właściwości antykorozyjne
- Kluczowe parametry zapobiegające zmianom w materiale
- Dane z badań: Jak bardzo zmienia się twardość powierzchni?
- Szlifowanie jako ostatnia linia obrony
- Certyfikat materiałowy to za mało. Jak uniknąć kosztownych awarii na pełnym morzu?
- FAQ – Baza wiedzy
Czym jest umocnienie zgniotowe i dlaczego dotyczy morskiej „nierdzewki”?
Stale austenityczne (seria 300, w tym popularne w przemyśle jachtowym i stoczniowym AISI 304 oraz 316L) to podstawa w walce z trudnymi warunkami na morzu. Są niezwykle odporne na korozję, ale posiadają jedną technologiczną wadę: wykazują ogromną skłonność do umocnienia zgniotowego.
Definicja: Umocnienie zgniotowe to zjawisko, w którym metal staje się drastycznie twardszy i bardziej kruchy w wyniku odkształcenia plastycznego na zimno (np. pod naciskiem narzędzia).
Jak to działa w praktyce? Wyobraź sobie zwykły spinacz biurowy. Zacznij go wyginać w jednym miejscu w tę i z powrotem. Szybko zauważysz, że miejsce zgięcia robi się gorące, metal staje się sztywniejszy, aż w końcu pęka.
Dokładnie to samo zjawisko zachodzi w mikroskali na powierzchni Twojego wału napędowego, jeśli operator maszyny CNC użyje złej technologii. Zamiast płynnie ciąć metal, narzędzie go „ugniata”.
Ciekawostka – Kiedy zgniot jest pożądany? (Przypadek stali Hadfielda i Hardox)
Zanim wyjaśnimy, jak zgniot niszczy części statków, warto spojrzeć na to zjawisko z szerszej perspektywy inżynierskiej. Umocnienie zgniotowe nie zawsze jest błędem – w niektórych materiałach to celowy zabieg!
Doskonałym przykładem są stale węglowe takie jak stal Hadfielda (wysokomanganowa) czy blachy trudnościeralne Hardox. Mechanizm utwardzania działa w nich na korzyść użytkownika.
- Krzyżownice torów kolejowych ze stali Hadfielda są w stanie dostawy stosunkowo miękkie (by pochłaniać drgania), ale każde uderzenie ciężkiego koła pociągu powoduje głęboki zgniot, który drastycznie utwardza ich powierzchnię.
- Podobnie łyżki koparek z Hardoxu na bieżąco utwardzają się pod wpływem uderzeń o skały.
Różnica jest jednak kluczowa: O ile w kopalni czy na torach chcemy, by uderzenia utwardzały stal, o tyle w precyzyjnych elementach ze stali nierdzewnej, zanurzonych w morskiej wodzie, przypadkowy zgniot wywołany tępym nożem tokarskim to wyrok dla detalu.
Mechanizm awarii – jak błędy na maszynie niszczą strukturę stali
Podczas procesów takich jak toczenie czy frezowanie cnc, w strefie kontaktu narzędzia z materiałem generowane są ogromne siły. Stale austenityczne fatalnie przewodzą ciepło – nie ucieka ono w głąb materiału, lecz kumuluje się na samej powierzchni.
Jeśli obróbka przebiega błędnie, dochodzi do katastrofy w strukturze krystalicznej:
- Blokada sieci krystalicznej: Warstwy atomów deformują się i blokują nawzajem (powstają spiętrzenia dyslokacji).
- Przemiany fazowe: Pod wpływem silnej deformacji, miękki austenit może lokalnie zmienić się w twardy, podatny na pękanie martenzyt.
- Inicjacja mikropęknięć: Na powierzchni powstają naprężenia rozciągające, a krucha „skorupa” zaczyna pękać w mikroskali.
Aplikacje offshore – dlaczego słona woda nie wybacza błędów?
W branży morskiej pracujemy w jednym z najbardziej agresywnych środowisk na Ziemi – w elektrolicie pełnym jonów chloru (słonej wodzie).
Gdy połączymy mikropęknięcia i naprężenia (powstałe przez złą obróbkę) z działaniem morskiej soli i ciągłymi wibracjami napędu, otrzymujemy korozję naprężeniową (SCC – Stress Corrosion Cracking).
Elementy złączne, sworznie czy zawory mogą z zewnątrz wyglądać idealnie, by nagle, bez żadnych wcześniejszych rdzawych nalotów, pęknąć na pół w trakcie sztormu. To nie wada hutnicza materiału – to błąd warsztatu skrawającego.
Narzędzia i chłodziwo – jak zachować właściwości antykorozyjne
W EDBA wiemy, że aby zachować pierwotną odporność stali morskiej na korozję, musimy zminimalizować tarcie i natychmiast odebrać ciepło.
- Kąty natarcia: Używamy dedykowanych płytek węglikowych o dodatnich kątach natarcia. Ostrze musi być ostre jak brzytwa. Zastosowanie tępych narzędzi, które sprawdziłyby się we wspomnianym wcześniej twardym Hardoxie, w przypadku „nierdzewki” doprowadzi do katastrofy – materiał będzie wypychany, a nie ścinany.
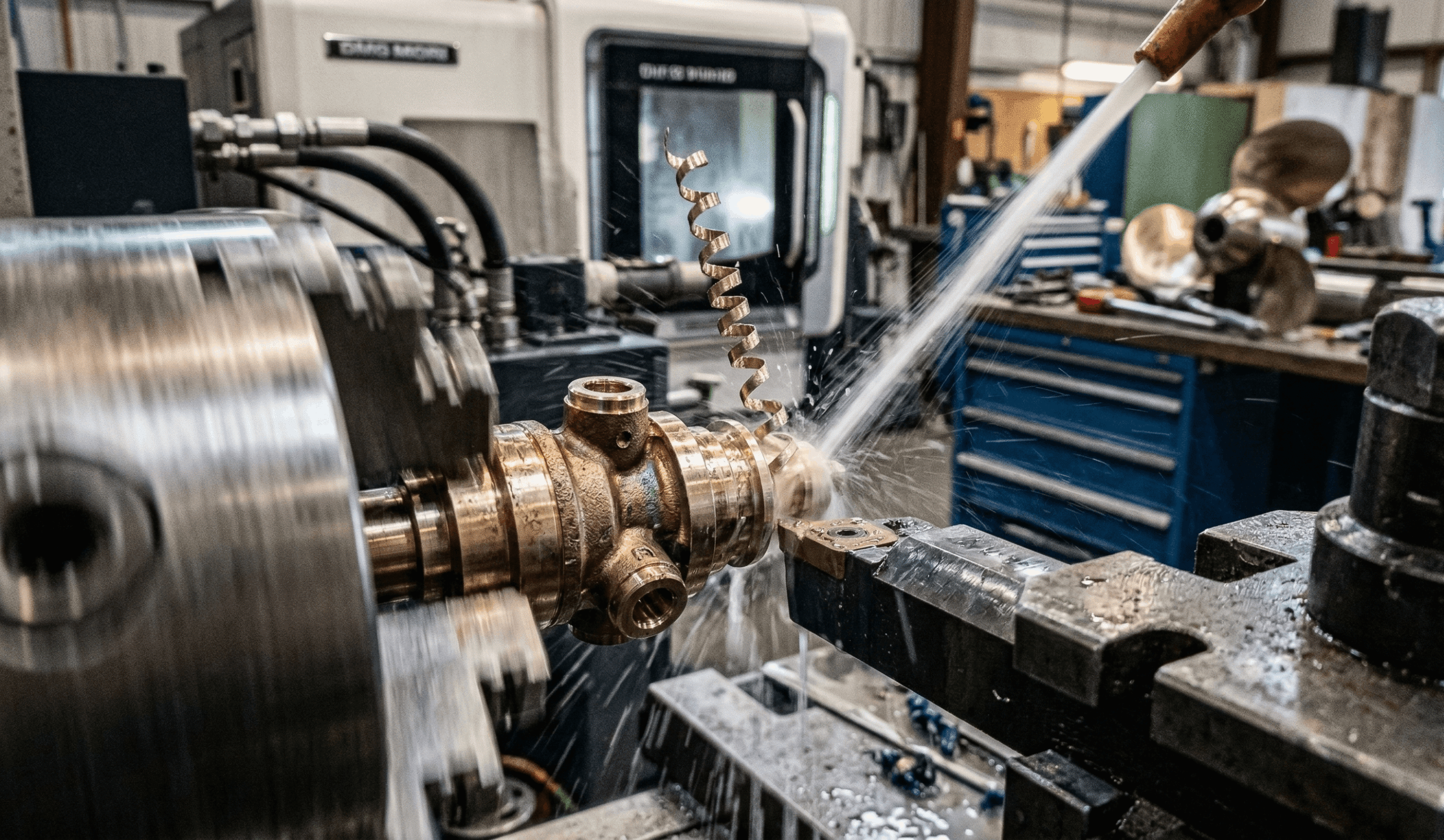
- Wysokociśnieniowe chłodzenie: Skoro stal 316L nie oddaje ciepła, musimy je wypłukać mechanicznie. Stosujemy obfite strugi chłodziwa skierowane prosto w strefę skrawania, by energia cieplna odleciała wraz z wiórem, pozostawiając detal chłodnym i wolnym od naprężeń.
Kluczowe parametry zapobiegające zmianom w materiale
Nasi technolodzy stosują zasadę „tnij i uciekaj”. Złote zasady obróbki stali dla przemysłu stoczniowego to:
- Brak „głaskania”: Zbyt mały posuw to największy wróg. Narzędzie, które tylko ślizga się po materiale, natychmiast go utwardza. Posuw musi być pewny i agresywny.
- Głębokość skrawania: Musi być zawsze większa niż warstwa ewentualnie utwardzona w poprzednim przejściu narzędzia. Musimy wejść ostrzem w „zdrowy”, miękki rdzeń.
- Brak postojów w cięciu: Narzędzie nie może zatrzymywać się w miejscu, mając kontakt z obracającym się materiałem.
Dane z badań – jak bardzo zmienia się twardość powierzchni?
Liczby mówią same za siebie. Spójrzmy na uśrednione dane z badań metalograficznych nad stalą morską AISI 316, pokazujące twardość w skali Vickersa (HV):
| Stan i obróbka stali AISI 316 | Twardość powierzchni (HV) | Wpływ na ryzyko korozji w wodzie morskiej |
| Rdzeń (stan dostawy z huty) | ~200 HV | Materiał elastyczny, brak ryzyka |
| Prawidłowa obróbka (ostry nóż) | ~240 HV | Akceptowalna norma, wysoka odporność |
| Błędna obróbka (ślizganie / tępy nóż) | ~480 HV | Krytyczne utwardzenie! Ekstremalne ryzyko pęknięć SCC. |
Błąd operatora potrafi podnieść twardość powierzchniową o ponad 100%, całkowicie niszcząc strukturę krystaliczną i pasywność stali.
Szlifowanie jako ostatnia linia obrony
Dla elementów wymagających absolutnej precyzji (np. pod uszczelnienia wałów śrubowych), niezbędne jest szlifowanie cnc, które świetnie sprawdza się jako zabieg usuwający mikroskopijną, uszkodzoną po toczeniu warstwę wierzchnią. Trzeba jednak pamiętać, że źle dobrane tarcze szlifierskie mogą doprowadzić do przypalenia materiału, co z kolei wywoła nowe naprężenia. W naszej firmie proces ten podlega rygorystycznej kontroli.
Certyfikat materiałowy to za mało. Jak uniknąć kosztownych awarii na pełnym morzu?
Wybierając wykonawcę detali do systemów jachtowych, instalacji offshore czy elementów okrętowych, pamiętaj o jednym: certyfikat 3.1 na materiał z huty Cię nie obroni, jeśli wykonawca zniszczy stal na tokarce.
Zlecenie obróbki przypadkowemu warsztatowi bez wiedzy o metalurgii to prosta droga do awarii statku na otwartym morzu. W EDBA rozumiemy fizykę skrawania. Zapewniamy obróbkę, która szanuje strukturę stali, gwarantując, że zamówione przez Ciebie części wytrzymają najtrudniejsze sztormy.
FAQ – Baza wiedzy
1. Skąd mam wiedzieć, czy warsztat zniszczył strukturę mojej części ze stali nierdzewnej?
Najbardziej widocznym objawem są przebarwienia termiczne (kolory nalotowe: żółte, niebieskie) na obrobionej powierzchni. Niestety, w wielu przypadkach silne umocnienie zgniotowe nie daje objawów wizualnych i można je wykryć jedynie poprzez pomiary mikrotwardości. Pewność daje tylko wybór doświadczonego kooperanta.
2. Czy użycie droższej stali np. Duplex, Super Duplex rozwiąże problem?
Nie. Stale typu Duplex, powszechnie stosowane w przemyśle offshore, są pod kątem obróbki jeszcze bardziej wymagające niż klasyczne 316L. Zmiana na droższy materiał przy zachowaniu złej technologii skrawania tylko szybciej zniszczy narzędzia i zrujnuje budżet projektu.
3. Kiedy umocnienie powierzchniowe metalu jest korzystne?
Tylko wtedy, gdy projekt zakłada ochronę przed ścieraniem i uderzeniami, a nie przed korozją. Klasycznym przykładem inżynieryjnym jest stal Hadfielda w elementach torowisk lub stal Hardox w maszynach ciężkich. W zastosowaniach morskich (odporność na chlorki) zgniot powstały podczas toczenia to wada dyskwalifikująca detal.
4. Czy szkiełkowanie lub pasywacja po obróbce ratuje sytuację?
Pasywacja kwasowa odtwarza tlenkową warstwę ochronną, a szkiełkowanie ujednolica powierzchnię, ale żadne z nich „nie zdejmie” głębokich naprężeń z twardej, uszkodzonej warstwy wierzchniej. Kluczem jest niedopuszczenie do przegrzania materiału już na etapie toczenia i frezowania.