
The Impact of Surface Roughness (Ra) on Biofilm Development in Food Machines
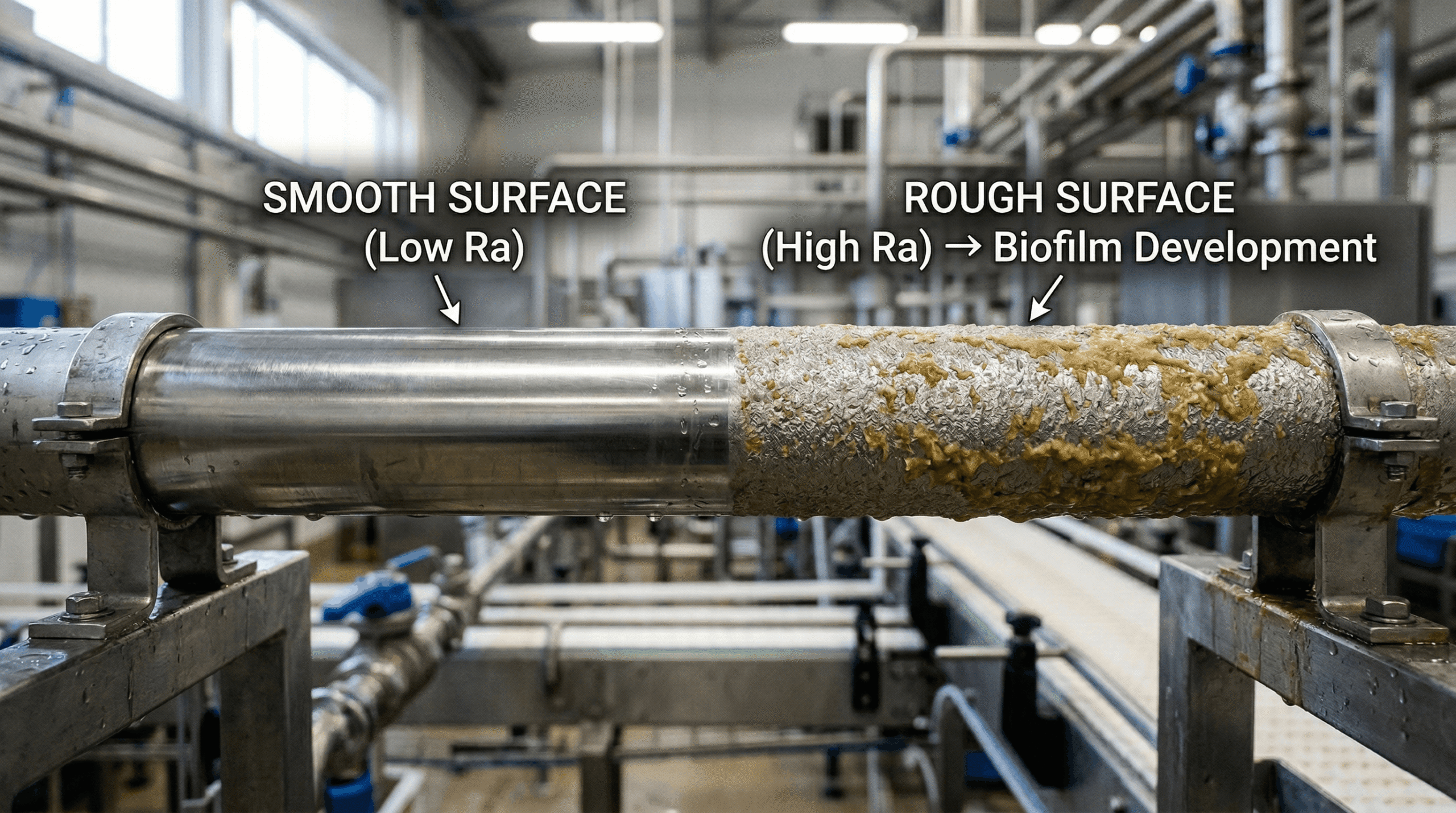
There is a direct, scientifically proven correlation between surface roughness (Ra) and the risk of biofilm formation: the higher the Ra parameter, the easier bacteria settle in metal microcrevices. To ensure the effectiveness of washing procedures in the food industry and avoid contamination of production batches, machine details must be characterized by roughness at the level of Ra < 0.8 µm. This requires the use of advanced surface finishing techniques, because standard mechanical machining leaves very deep “valleys” in which microorganisms become invisible and untouchable for cleaning chemistry.
Table of Contents
- What is the Ra Parameter and Why Does it Determine Food Safety?
- The Mechanism of Biofilm Formation in Machine Microcrevices
- Why is Standard Turning Not Enough for Maintaining Hygiene?
- The Importance of Proper Finishing in Milling
- Mirror Polishing and Grinding: the Key to CIP Systems (Cleaning in Place)
- The Challenge of Individual Parts – Why Does Execution Matter?
- FAQ – Most Frequently Asked Questions
What is the Ra Parameter and Why Does it Determine Food Safety?
The Ra parameter (Arithmetic mean deviation of the profile from the mean line) is, in simplified terms, an indicator of how “smooth” a given surface is. This value is expressed in micrometers (µm). To the naked eye, the surface of a shaft or valve made of stainless steel may seem perfectly shiny, but under a microscope it resembles a mountainous landscape full of peaks and deep canyons.
Imagine you are a Listeria monocytogenes or Salmonella bacterium. Your size is only 1 to 2 µm.
- If the metal surface has a Ra of 1.6 µm or more, you “hide” in the microcrevices without problem.
- You are shielded there from the stream of water with chemicals during washing.
According to EHEDG (European Hygienic Engineering & Design Group) guidelines and the American 3-A Sanitary Standards, surfaces in contact with food should be characterized by an Ra parameter of 0.8 µm or lower. Only such surface topography guarantees that bacteria will not find a mechanical anchoring point.
The Mechanism of Biofilm Formation in Machine Microcrevices
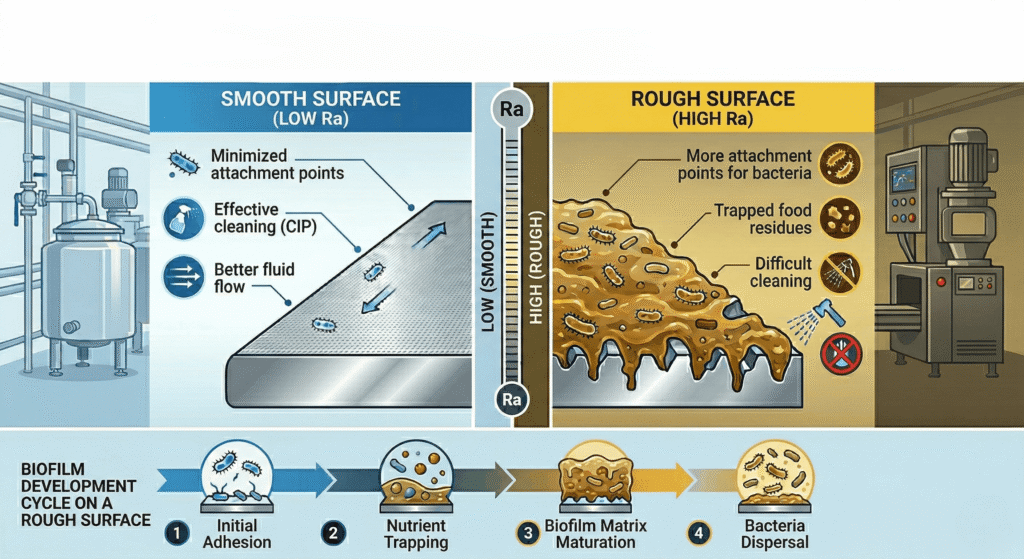
Biofilm is nothing other than a highly organized “metropolis” of microorganisms. Bacteria that anchor themselves in scratches left by the lathe tool begin to produce the so-called extracellular matrix (EPS – Extracellular Polymeric Substances). This is a kind of biological slime that glues the colony to the metal and acts as a protective shield.
How does this work in practice?
- Primary adhesion: Individual bacterial cells fall into the detail’s microcrevices.
- Colonization: Bacteria multiply in a safe “canyon”, where the friction force of washing fluids doesn’t reach.
- EPS matrix production: Biofilm forms, which becomes resistant to the external environment.
- Dissemination: The mature biofilm periodically releases “clumps” of bacteria straight into the flowing milk, juice or sauce, causing cross-contamination.
Research data: According to microbiological engineering reports, bacteria living in the biofilm’s structure can be even a 1000 times more resistant to the action of disinfectants than the same bacteria floating freely in liquid.
This is why preventing bacterial settlement through appropriate surface geometry is significantly more effective (and cheaper) than fighting with ready-made biofilm later.
Why is Standard Turning Not Enough for Maintaining Hygiene?
When we design spare parts for food machines (e.g. non-standard nozzles, pump shafts, valve housings), traditional machining comes to mind. However, in a hygienic context, the turning process itself has certain significant limitations.
Turning leaves a characteristic mark on the material – a microscopic spiral, a representation of the lathe tool feed. A so-called microscopic thread is created. Even if we obtain a visually nice surface, water and chemicals only spray the “peaks” of this thread during washing. Physical phenomena such as surface tension and the boundary layer of fluid cause the disinfectant to simply be unable to flow into the bottom of the narrow valley in which biofilm calmly develops.
To eliminate this problem, precise machining for the food industry cannot end with basic operations. It requires planning the process so as to ultimately flatten the material topography.
The Importance of Proper Finishing in Milling
Similar technological challenges occur when creating flat elements with complex shapes, such as non-standard dosing discs. CNC milling is used here, which can leave “scales” on the material if feed parameters and spindle rotation speed are improperly selected. These microscopic overlapping layers are ideal incubators for microorganisms. A professional workshop must apply appropriate finish milling strategies to minimize these phenomena as early as the machine machining stage.
Mirror Polishing and Grinding: the Key to CIP Systems (Cleaning in Place)
In modern food plants, no one disassembles the production line for manual washing. CIP (Cleaning in Place) systems are used. This involves passing hot water, acid and alkali solutions through the installation at high speed.
The CIP system is 100% effective only when the cleaning fluid strikes contaminants with appropriate shear force. If the surface has deep scratches, the fluid’s shear force moves over them.
For the CIP system to work correctly, it’s necessary to apply processes such as CNC grinding and mechanical or electrolytic polishing.
- Grinding: Cuts off the peaks left by the lathe tool or mill.
- Polishing to mirror level (Ra < 0.4 µm, and often < 0.2 µm): Completely smooths the surface. Valleys become shallow and wide enough that fluid from the CIP system easily flushes out all organic residues and bacterial cells from them.
The Challenge of Individual Parts – Why Does Execution Matter?
The food industry often struggles with failures of non-standard, unique machine elements (single pieces). When a specialized valve or agitator shaft fails, the plant cannot wait weeks for a part from the manufacturer at the other end of the world.
Commissioning an ordinary lathe operator without knowledge of production hygiene to produce a “replica” of a broken part often ends in microbiological catastrophe. A seemingly identical part, made without rigorous Ra parameter control, becomes a ticking time bomb – a source of contamination of entire product batches. Therefore, when commissioning piece production, one should choose machine parks that understand the correlation between the cutting tool and microbiological safety on the consumer’s plate.
FAQ – Most Frequently Asked Questions
1. Does the use of AISI 316L stainless steel guarantee no biofilm? No. Stainless steel alone (even the highest quality acid-resistant ones) is only responsible for lack of corrosion and resistance to washing chemistry. If its surface is rough (e.g. Ra = 3.2 µm), biofilm will develop on it as easily as on ordinary carbon steel. The key is surface smoothness.
2. How do I know what Ra parameter my part needs? The general rule in the food industry (according to EHEDG) is roughness below Ra 0.8 µm for surfaces in contact with the product. For particularly sensitive environments (e.g. infant formula production, sterile zones in dairy), Ra < 0.4 µm is often required. External machine covers can have Ra of 1.6 µm – 3.2 µm.
3. Can the roughness of old, worn machine elements be reduced? Yes. Elements that over time have become scratched (which increased their Ra and worsened CIP washing effectiveness) can be subjected to regeneration processes – delicate repair turning, followed by re-grinding and polishing to restore factory hygienic parameters.
4. What is CIP (Cleaning in Place) washing? It’s an automated cleaning procedure for the interiors of pipes, tanks, process equipment and their fittings without the need for their disassembly, utilizing the mechanical force of fluid flow and the chemical action of washing solutions.