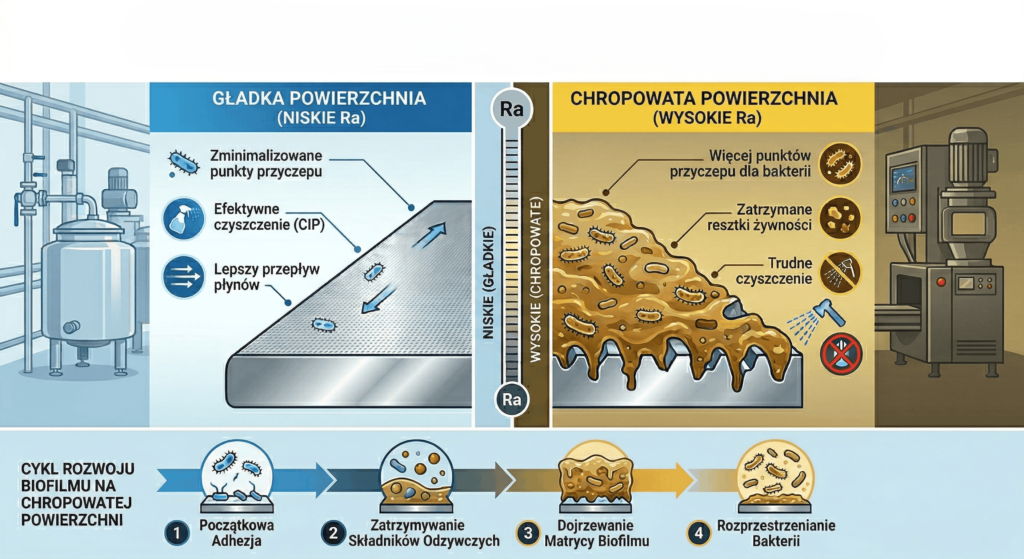
Istnieje bezpośrednia, udowodniona naukowo korelacja między chropowatością powierzchni (Ra) a ryzykiem powstawania biofilmu: im wyższy parametr Ra, tym łatwiej bakterie osadzają się w mikroszczelinach metalu. Aby zapewnić skuteczność procedur mycia w branży spożywczej i uniknąć skażenia partii produkcyjnych, detale maszyn muszą charakteryzować się chropowatością na poziomie Ra < 0,8 µm. Wymaga to zastosowania zaawansowanych technik wykańczania powierzchni, ponieważ standardowa obróbka mechaniczna pozostawia zbyt głębokie „doliny”, w których drobnoustroje stają się niewidzialne i nietykalne dla chemii czyszczącej.
Parametr Ra (Średnie arytmetyczne odchylenie profilu od linii średniej) to w uproszczeniu wskaźnik mówiący o tym, jak bardzo „gładka” jest dana powierzchnia. Wartość ta jest wyrażana w mikrometrach (µm). Gołym okiem powierzchnia wału czy zaworu ze stali nierdzewnej może wydawać się idealnie lśniąca, jednak pod mikroskopem przypomina górzysty krajobraz pełen szczytów i głębokich kanionów.
Wyobraź sobie, że jesteś bakterią Listeria monocytogenes lub Salmonella. Twój rozmiar to zaledwie 1 do 2 µm.
Zgodnie z wytycznymi EHEDG (European Hygienic Engineering & Design Group) oraz amerykańskimi normami 3-A Sanitary Standards, powierzchnie mające kontakt z żywnością powinny charakteryzować się parametrem Ra na poziomie 0,8 µm lub niższym. Tylko taka topografia powierzchni gwarantuje, że bakterie nie znajdą mechanicznego punktu zaczepienia.
Biofilm to nic innego jak silnie zorganizowana „metropolia” mikroorganizmów. Bakterie, które zakotwiczają się w rysach po nożu tokarskim, zaczynają produkować tzw. macierz zewnątrzkomórkową (EPS – Extracellular Polymeric Substances). Jest to rodzaj biologicznego śluzu, który przykleja kolonię do metalu i działa jak tarcza ochronna.
Jak to działa w praktyce?
Dane badawcze: Według raportów z zakresu inżynierii mikrobiologicznej, bakterie żyjące w strukturze biofilmu potrafią być nawet 1000 razy bardziej odporne na działanie środków dezynfekujących niż te same bakterie unoszące się swobodnie w płynie.
Dlatego zapobieganie osadzaniu się bakterii poprzez odpowiednią geometrię powierzchni jest znacznie skuteczniejsze (i tańsze) niż późniejsza walka z gotowym biofilmem.
Kiedy projektujemy części zamienne do maszyn spożywczych (np. nietypowe króćce, wałki pomp, obudowy zaworów), na myśl przychodzi tradycyjna obróbka skrawaniem. Jednak w kontekście higienicznym, sam proces toczenia ma pewne istotne ograniczenia.
Toczenie zostawia na materiale charakterystyczny ślad – mikroskopijną spiralę będącą odwzorowaniem posuwu noża tokarskiego. Powstaje tzw. gwint mikroskopijny. Nawet jeśli uzyskamy wizualnie ładną powierzchnię, woda i środki chemiczne podczas mycia omywają jedynie „szczyty” tego gwintu. Zjawiska fizyczne, takie jak napięcie powierzchniowe i warstwa przyścienna płynu, sprawiają, że środek dezynfekujący po prostu nie jest w stanie wpłynąć w dno wąskiej doliny, w której spokojnie rozwija się biofilm.
Aby zlikwidować ten problem, precyzyjna obróbka skrawaniem dla branży spożywczej nie może kończyć się na podstawowych operacjach. Wymaga zaplanowania procesu tak, by ostatecznie spłaszczyć topografię materiału.
Podobne wyzwania technologiczne występują w przypadku tworzenia płaskich elementów o skomplikowanych kształtach, takich jak np. niestandardowe tarcze dozujące. Wykorzystuje się tu frezowanie cnc, które przy nieodpowiednio dobranych parametrach posuwu i prędkości obrotowej wrzeciona, może pozostawić „łuski” na materiale. Te mikroskopijne nakładające się na siebie warstwy to idealne inkubatory dla drobnoustrojów. Profesjonalny warsztat musi zastosować odpowiednie strategie frezowania wykańczającego, aby zminimalizować te zjawiska już na etapie obróbki na maszynie.
W nowoczesnych zakładach spożywczych nikt nie demontuje linii produkcyjnej do mycia ręcznego. Stosuje się systemy CIP (Cleaning in Place) – czyszczenie na miejscu. Polega to na przepuszczaniu przez instalację z dużą prędkością gorącej wody, roztworów kwasów i zasad.
System CIP jest skuteczny w 100% tylko wtedy, gdy płyn czyszczący uderza w zanieczyszczenia z odpowiednią siłą ścinającą. Jeżeli powierzchnia ma głębokie rysy, siła ścinająca płynu przesuwa się nad nimi.
Aby system CIP działał poprawnie, niezbędne jest zastosowanie procesów takich jak szlifowanie cnc oraz polerowanie mechaniczne lub elektrolityczne.
Branża spożywcza często boryka się z awariami nietypowych, unikalnych elementów maszyn (pojedyncze sztuki). Kiedy ulega awarii specjalistyczny zawór lub wał mieszadła, zakład nie może czekać tygodniami na część od producenta z drugiego końca świata.
Zlecenie wykonania „podróbki” zepsutej części zwykłemu tokarzowi bez wiedzy o higienie produkcji często kończy się katastrofą mikrobiologiczną. Z pozoru identyczna część, wykonana bez rygorystycznej kontroli parametru Ra, staje się tykającą bombą – ogniskiem zakażeń całych partii produktu. Dlatego zlecając produkcję jednostkową, należy wybierać parki maszynowe, które rozumieją korelację między nożem skrawającym a bezpieczeństwem mikrobiologicznym na talerzu konsumenta.
1. Czy zastosowanie stali nierdzewnej AISI 316L gwarantuje brak biofilmu? Nie. Sama stal nierdzewna (nawet najwyższej jakości kwasoodporna) odpowiada jedynie za brak korozji i odporność na chemię myjącą. Jeśli jej powierzchnia będzie szorstka (np. Ra = 3,2 µm), biofilm rozwinie się na niej równie łatwo jak na zwykłej stali węglowej. Kluczem jest gładkość powierzchni.
2. Skąd mam wiedzieć, jakiego parametru Ra potrzebuje moja część? Ogólna zasada w przemyśle spożywczym (zgodnie z EHEDG) to chropowatość poniżej Ra 0,8 µm dla powierzchni kontaktujących się z produktem. Dla środowisk szczególnie wrażliwych (np. produkcja odżywek dla niemowląt, strefy sterylne w mleczarstwie) wymaga często Ra < 0,4 µm. Zewnętrzne osłony maszyn mogą mieć Ra rzędu 1,6 µm – 3,2 µm.
3. Czy można obniżyć chropowatość starych, zużytych elementów maszyn? Tak. Elementy, które z czasem uległy zarysowaniom (co zwiększyło ich Ra i pogorszyło skuteczność mycia CIP), można poddać procesom regeneracji – delikatnemu przetoczeniu naprawczemu, a następnie ponownemu szlifowaniu i polerowaniu w celu przywrócenia fabrycznych parametrów higienicznych.
4. Co to jest mycie CIP (Cleaning in Place)? To zautomatyzowana procedura czyszczenia wnętrza rur, zbiorników, urządzeń procesowych i ich armatury bez konieczności ich demontażu, wykorzystująca mechaniczną siłę przepływu płynów oraz działanie chemiczne roztworów myjących.
